






|
상세 정보 |
|||
| 모델 번호: | BST100-E21 | 제품 이름: | 벨트 정량공급장치 제어기 |
|---|---|---|---|
| 포장: | 1pcs/box | MOQ: | 1pcs |
| 강조하다: | 벨트 무게를 다는 사람 지시자,먼 전시를 가진 디지털 방식으로 지시자 |
||
제품 설명
벨트 콘베어 시스템을 위한 대용량 방진포 벨트 콘베어 웨잉 콘트롤러
주요 특징 :
비율과 비율 벨트 정량공급장치를 위한 적당하 공급과 비율 체중 일괄 제어를 흘립니다.
산업 환경에 적합한 높은 앤티-재밍 능력과 EMC 설계.
72MHz와 더 높은 산수적인 감 광도와 32 비트 팔 CPU.
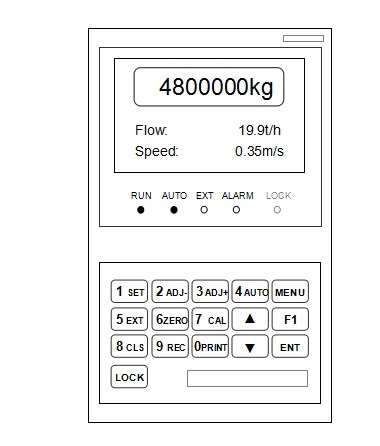
영어 디스플레이를 위한 7 배경색과 128×64 LCD 디스플레이 화면.
16개 키 영어 키패드.
키 음과 Menu&Shortcut 모드 작동.
1/1,000,000 내부 결의안과 샘플링 주파수 400Hz와 24 비트 고정밀과 고속 ∑-△A/D 변환 묘듈.
폭 넓은 범위 스피드 펄스 입력 회로.
중량 신호가 변할 때 거기가 하중 수신장치와 빠른 응답 능력에 강한 진동이 있을 때 무게를 단 안정과 정확도를 보장하기 위한 특별한 제진 테이블 수자 여파 알고리즘.
맥스. 연결양 : 8 로드셀 (350Ω).
자동 잠금, 키-로킹, 열쇠 해제, 디지털 Setting&Calibration과 입출력 테스트는 이용 가능하여서 작용합니다.
오토제로 추적, 속도 보정과 벨트 길이 보정은 이용 가능하여서 작용합니다.
선택적 '흐름 세트포인트' 아날로그 신호 입력 [AI : 4~20mA].
Max.3 정의할 수 있는 '흐름 / 제어전류 /'.. 아날로그 신호 출력 [AO : 4~20mA].
빠르고 안정된 PID 비율 섭식 조절.
3개의 정의할 수 있는 평상시 개방 스위치 입력 [DI]와 4개의 정의할 수 있는 비접점 중계기 스위치 출력 [DO].
공급 장치와 벨트 가중기는 DI&DO 신호에 의해 시작되고 막습니다.
1 '합 중량 고속 펄스' 출력 [PO].
IPC / PLC, LED 원격디스플레이, 시어리얼 프린터와 무선 모듈을 연결시키기 위한 2 선택적 통신 포트.
1년을 이동 / 일 / 달 당 중량 기록은 질문받고 출력될 수 있습니다.
다중작업 방식으로, weighing&control 절차는 매개변수 설정과 다른 작동에 의해 중단되지 않을 것입니다.
모델 벽에 장착 설치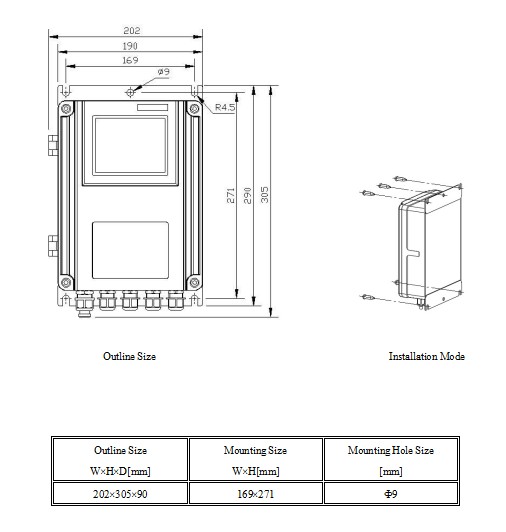
메인 메뉴
| 메인 메뉴 | 둘째 메뉴 | 기술 |
| F1 설정 | 1 Scale[Basic] | 지는 기초적 크기 변수. |
| 1+Scale[Extra] | 지는 여분 크기 변수. | |
| 2 Control[Basic] | 지는 기초적 섭식 조절 매개 변수. | |
| 2+Control[Extra] | 여분인 채 지는 제어 변수를 공급하고 1회분으로 처리합니다. | |
| 3가지 흐름 | 흐름은 설정을 매개변수화합니다. | |
| 4 속도 | 속도는 설정을 매개변수화합니다. | |
| 5 로드 | 로드는 설정을 매개변수화합니다. | |
| 6 저장 / 인쇄 | 지는 중량 기록 매개 변수. | |
| 7 Comm. 공항 | 지는 통신 포트 파라미터. | |
| 8 입출력 | Input&output은 지는 것 매개변수화합니다. | |
| 9 디스플레이 | 디스플레이와 작동 인터페이스 매개 변수가 집니다. | |
| 10은 / 타임즈 지에 날짜를 기입합니다 | 지는 날짜 / 시간 매개 변수. | |
| F2 보정 | 0 Cal. | 영값을 보정하기 위한 로딩 없는 영점 조절. |
| 2 전폭 Cal. 다인. | 전폭 계수를 보정해서 계량물 또는 포아즈 무게를 로딩하는 것을 가진 동적 전폭 보정. | |
| 3 전폭 Cal.Stat1 | 경간 계수를 보정하기 위한 주행 벨트 가중기 위의 연속적이고 안정된 로드로서의 측정된 체인 무게와 정전기 경간 보정. | |
| 4 전폭 Cal.Stat2 | 전폭 계수를 보정하기 위한 주행 벨트 가중기 위의 불변 부하로서의 측정된 매달림 저울추와 정전기 전폭 보정. | |
| 5 전폭 Cor. 차별주의자. | 세그먼팅 스팬 교정. 동적이거나 정적 전폭 보정을 한 후의, 3 [AD 가치를 위한 더 나은 수정 : 0~60000] 선형 세그먼트는 보정 계수 1~3을 보정해서 선택적입니다. | |
| 6 속도 Cal. |
속도 곁수 보정. 벨트 가중기가 정속 제어에서 작동하게 하세요. 혁명의 실행 시간이 스톱워치를 사용하는 것과 함께 측정된 후, 속도 곁수를 보정하기 위한 이 운영을 하세요. |
|
| 7 길이 Cal. |
벨트 길이 보정. 벨트 가중기가 정속 제어에서 작동하게 하세요. 혁명의 실행 시간이 스톱워치를 사용하는 것과 함께 측정된 후, 벨트 길이를 보정하기 위한 이 운영을 하세요. |
|
메인 메뉴 |
둘째 메뉴 | 기술 |
| F3 중량 기록 | 중량 기록을 질문하고 출력하세요. | |
| F4 자료 정화 | 1 화면 소거 |
명백한 합 무게와 합 무게 펄스 개수. 그러나 합 체중의 경향 이동은 깨끗이 되지 않을 것이고 따라서 이 작업이 이동마다 체중 이 리코딩에 어떤 영향도 미치지 않습니다. |
| 2개의 명백한 무게 |
명백한 합 무게, 합 무게 펄스 개수와 합 무게의 현재 변화. 합 중량의 경향 이동의 명확한 가치는 기록되지 않을 것입니다. |
|
| 3개의 명백한 기록 |
합 무게을 명백한 이력 기록. 그러나 현재 합 중량, 합 중량 펄스 개수와 합 중량의 경향 이동은 깨끗이 되지 않을 것입니다. |
|
| F5 보안 | 1 자동잠금 | 1분에 어떠한 키 패드 작동도 가 아니라 있지 않고 그것이 전혀 'F2 보정과' 'F6 공장 Adj의 과정에서 있지 않으면.', 제어기는 키패드를 잠그고 자동적으로 '메인 디스플레이 인터페이스로' 돌아갈 것입니다. |
| 2 키-로킹 | 잠금형 키패드. | |
| 3 키-언로킹 | 언락킹 키패드. | |
| 4개의 패스워드 세트 | 공장도 암호 : 000001. | |
| 5 RAM 리셋 | 공장출하시의디폴트에 복원하세요. | |
| F6 공장 Adj. | 제조사를 위해 특별합니다. | |
| F7 제품 정보. | 단지 질문을 위해. | |
| 1는 아니오 개작합니다. | 아니오 개작하세요. | |
| 2번 연속물 부정. | 연속물 부정. | |
| 3 공장도 날짜 | 공장도는 기산됩니다. | |
| 4 감사 반대 | 크기 변수의 변경을 위한 감사 추적 반대 [0~99999999]. | |
| 5 인증. 코드 | 허가 코드. | |